




1. Test théorique et analyse
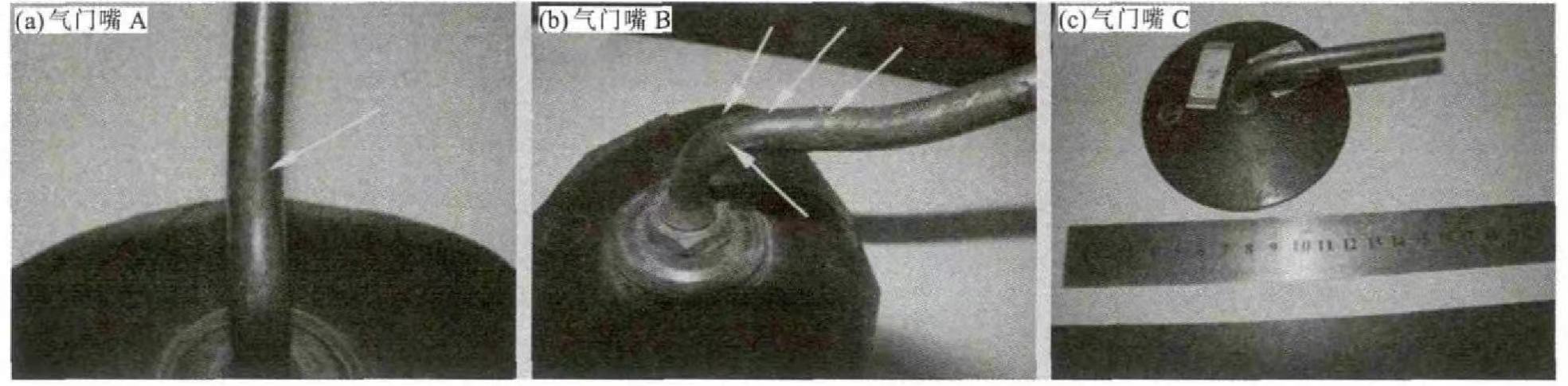
Des 3valves de pneusParmi les échantillons fournis par l'entreprise, deux sont des vannes et la troisième est neuve. Pour les vannes A et B, la vanne neuve est indiquée en gris. Figure 1. La surface extérieure de la vanne A présente une faible usure, celle de la vanne B une usure normale, et celles de la vanne C une usure normale. Les vannes A et B sont recouvertes de produits de corrosion. Elles présentent des fissures au niveau des coudes, la partie extérieure du coude étant parallèle à la vanne. L'orifice de la vanne B est fissuré vers son extrémité, et la flèche blanche indique la fissure entre les surfaces fissurées de la vanne A. On constate donc la présence de nombreuses fissures, les plus importantes étant localisées.
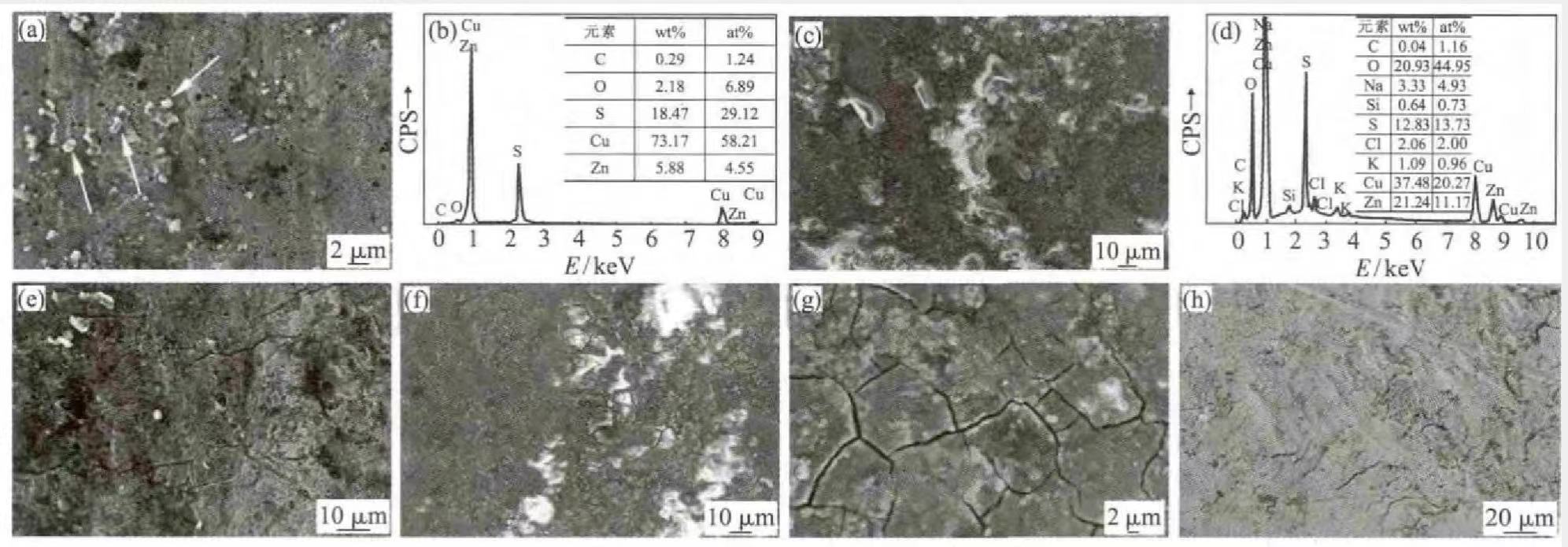
Une section devalve de pneuLes échantillons A, B et C ont été prélevés au niveau du coude, et leur morphologie de surface a été observée à l'aide d'un microscope électronique à balayage ZEISS-SUPRA55. La composition de la microzone a ensuite été analysée par EDS. La figure 2(a) présente la microstructure de la surface de la vanne B. On observe de nombreuses particules blanches et brillantes à sa surface (indiquées par les flèches blanches sur la figure), dont l'analyse EDS révèle une forte teneur en soufre. Les résultats de l'analyse du spectre d'énergie de ces particules blanches sont présentés sur la figure 2(b).
Les figures 2(c) et (e) présentent les microstructures de surface de la vanne B. La figure 2(c) montre que la surface est presque entièrement recouverte de produits de corrosion. L'analyse par spectrométrie d'énergie (ESE) révèle que les éléments corrosifs de ces produits sont principalement le soufre (S), le chlore (Cl) et l'oxygène (O). La teneur en soufre est plus élevée à certains endroits, comme le montrent les résultats de l'ESE (figure 2(d)). La figure 2(e) met en évidence des microfissures le long de la bague de la vanne A. Les figures 2(f) et (g) illustrent les micromorphologies de surface de la vanne C. Cette dernière est également entièrement recouverte de produits de corrosion, dont les éléments corrosifs sont également le soufre, le chlore et l'oxygène, comme sur la figure 2(e). L'analyse des produits de corrosion présents à la surface de la vanne suggère que la fissuration est due à la corrosion sous contrainte (CSC). La figure 2(h) présente également la microstructure de surface de la vanne C. On constate que la surface est relativement propre et que sa composition chimique, analysée par EDS, est similaire à celle de l'alliage de cuivre, ce qui indique que la vanne n'est pas corrodée. La comparaison de la morphologie microscopique et de la composition chimique des trois surfaces de vannes révèle la présence de milieux corrosifs tels que le soufre, l'oxygène et le chlore dans l'environnement.
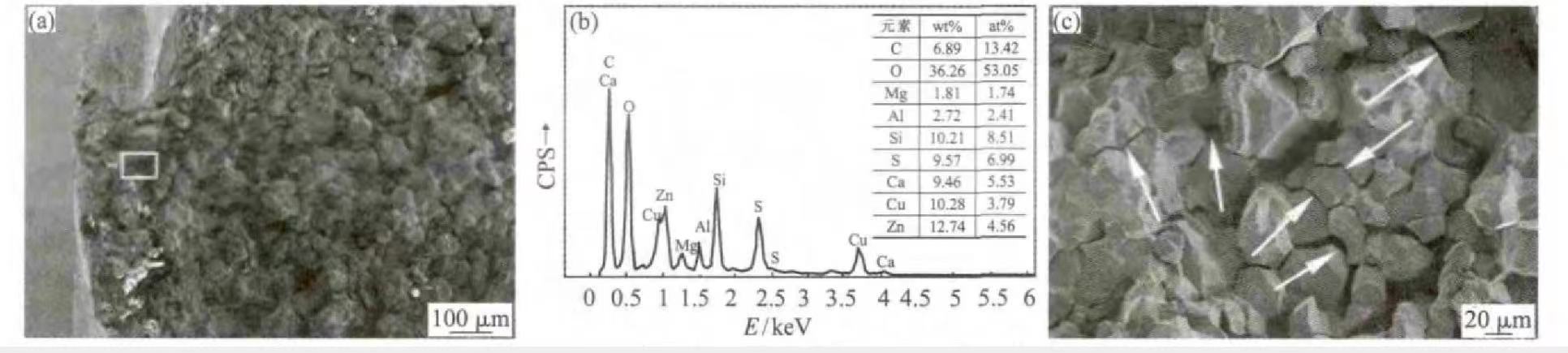
La fissure de la vanne B a été ouverte par un essai de flexion. Il a été constaté qu'elle ne traversait pas toute la section transversale de la vanne, mais qu'elle se situait du côté du pli arrière, sans se fissurer du côté opposé. L'inspection visuelle de la fracture a révélé une couleur sombre, signe de corrosion. La coloration plus foncée de certaines parties de la fracture indique une corrosion plus importante à ces endroits. La fracture de la vanne B a été observée au microscope électronique à balayage (MEB), comme illustré sur la figure 3. La figure 3(a) montre l'aspect macroscopique de la fracture de la vanne B. On observe que la zone de fracture externe, près de la vanne, est recouverte de produits de corrosion, confirmant la présence de milieux corrosifs dans l'environnement. D'après l'analyse du spectre d'énergie, les composants chimiques des produits de corrosion sont principalement le soufre (S), le chlore (Cl) et l'oxygène (O), avec des teneurs relativement élevées en S et O, comme le montre la figure 3(b). L'observation de la surface de fracture a révélé que la propagation de la fissure suivait une direction cristalline. Un grand nombre de fissures secondaires sont également visibles à fort grossissement, comme illustré sur la figure 3(c). Ces fissures secondaires sont indiquées par des flèches blanches. Les produits de corrosion et les modes de propagation des fissures sur la surface de rupture présentent à nouveau les caractéristiques de la fissuration par corrosion sous contrainte.
La fracture de la vanne A n'ayant pas été ouverte, une section de la vanne (incluant la zone fissurée) a été prélevée, puis meulée et polie sur sa partie axiale. Une solution de FeCl₃ (5 g) + HCl (50 mL) + C₂H₅OH (100 mL) a ensuite été utilisée pour le décapage. La structure métallographique et la morphologie de propagation de la fissure ont été observées au microscope optique Zeiss Axio Observer A1m. La figure 4 (a) montre la structure métallographique de la vanne, qui présente une structure biphasée α + β. La phase β, relativement fine et granuleuse, est dispersée dans la matrice de phase α. Les figures 4 (a) et (b) illustrent les modes de propagation des fissures circonférentielles. Le remplissage des surfaces de la fissure par des produits de corrosion crée un large espace entre elles, rendant difficile la distinction des modes de propagation et du phénomène de bifurcation. De nombreuses fissures secondaires (indiquées par des flèches blanches sur la figure) ont également été observées sur cette fissure principale (voir Fig. 4c). Ces fissures secondaires se propagent dans le sens des grains. L'échantillon de vanne attaqué chimiquement a été observé par MEB, révélant la présence de nombreuses microfissures parallèles à la fissure principale. Ces microfissures, amorcées en surface, se propagent à l'intérieur de la vanne. Elles présentent des bifurcations et se prolongent dans le sens des grains (voir Fig. 4c et 4d). L'environnement et l'état de contrainte de ces microfissures étant quasiment identiques à ceux de la fissure principale, on peut en déduire que la propagation de cette dernière est également intergranulaire, ce qui est confirmé par l'observation de la fracture de la vanne B. Le phénomène de bifurcation de la fissure illustre une fois de plus les caractéristiques de la fissuration par corrosion sous contrainte de la vanne.
2. Analyse et discussion
En résumé, on peut en déduire que les dommages causés à la vanne sont dus à la fissuration par corrosion sous contrainte provoquée par le SO2. La fissuration par corrosion sous contrainte nécessite généralement de répondre à trois conditions : (1) des matériaux sensibles à la corrosion sous contrainte ; (2) un milieu corrosif sensible aux alliages de cuivre ; (3) certaines conditions de contrainte.
On considère généralement que les métaux purs ne subissent pas de corrosion sous contrainte, tandis que tous les alliages y sont sensibles à des degrés divers. Concernant le laiton, on admet généralement que la structure biphasée présente une sensibilité à la corrosion sous contrainte plus élevée que la structure monophasée. La littérature rapporte qu'une teneur en zinc supérieure à 20 % dans le laiton accroît sa sensibilité à la corrosion sous contrainte, et que cette sensibilité augmente avec la teneur en zinc. Dans le cas présent, la buse à gaz présente une structure métallographique composée d'un alliage biphasé α+β, avec une teneur en zinc d'environ 35 %, largement supérieure à 20 %. Elle présente donc une forte sensibilité à la corrosion sous contrainte et remplit les conditions requises pour l'amorçage de la fissuration par corrosion sous contrainte.
Pour les matériaux en laiton, si un recuit de détente n'est pas effectué après déformation par écrouissage, la corrosion sous contrainte se produira dans des conditions de contrainte appropriées et en milieu corrosif. La contrainte à l'origine de la fissuration par corrosion sous contrainte est généralement une contrainte de traction locale, qu'elle soit appliquée ou résiduelle. Après le gonflage d'un pneu de camion, une contrainte de traction se génère axialement au niveau de la valve en raison de la pression élevée, provoquant des fissures circonférentielles. La contrainte de traction due à la pression interne du pneu peut être calculée simplement par la formule σ = pR/2t (où p est la pression interne du pneu, R le diamètre intérieur de la valve et t l'épaisseur de la paroi de la valve). Cependant, en général, cette contrainte de traction est relativement faible et l'effet des contraintes résiduelles doit être pris en compte. Les fissures des valves de gonflage se situent toutes au niveau du pli arrière, ce qui indique une déformation résiduelle importante et, par conséquent, une contrainte de traction résiduelle. En réalité, dans de nombreux composants pratiques en alliage de cuivre, la fissuration par corrosion sous contrainte est rarement due aux contraintes de conception ; elle est le plus souvent causée par des contraintes résiduelles invisibles et négligées. Dans ce cas précis, au niveau du coude arrière de la valve, la direction de la contrainte de traction générée par la pression interne du pneu coïncide avec celle de la contrainte résiduelle, et la superposition de ces deux contraintes crée les conditions propices à la fissuration par corrosion sous contrainte.
3. Conclusion et suggestions
Conclusion:
La fissuration devalve de pneuElle est principalement causée par la fissuration par corrosion sous contrainte provoquée par le SO2.
Suggestion
(1) Déterminer la source du milieu corrosif dans l'environnement autour devalve de pneuet d'éviter tout contact direct avec le milieu corrosif environnant. Par exemple, une couche de revêtement anticorrosion peut être appliquée sur la surface de la vanne.
(2) La contrainte de traction résiduelle de l'écrouissage peut être éliminée par des procédés appropriés, tels que le recuit de détente après pliage.
Date de publication : 23 septembre 2022
